- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






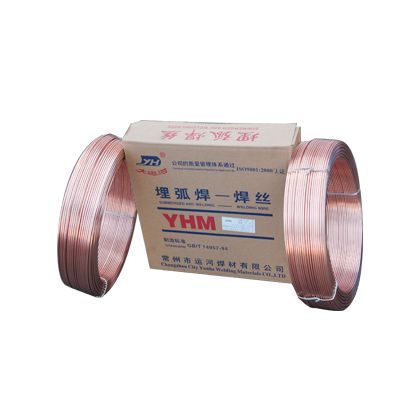
Проволока для дуговой сварки под флюсом EM13K
Как профессиональный производитель, GUJIN® хотел бы предоставить вам проволоку для дуговой сварки под флюсом EM13K. Что касается проволоки для дуговой сварки под флюсом, у всех есть свои особые опасения по этому поводу, и мы делаем все возможное, чтобы максимизировать требования к продукции каждого клиента, поэтому качество нашей проволоки для дуговой сварки под флюсом было хорошо принято многими клиентами и пользуется хорошей репутацией в многие страны. Проволока для дуговой сварки под флюсом GUJIN® имеет характерный дизайн, практические характеристики и конкурентоспособную цену. Для получения дополнительной информации о проволоке для дуговой сварки под флюсом, пожалуйста, свяжитесь с нами.
Отправить запрос
Описание продукта
ГУДЗИН® является одним из известных китайских производителей и поставщиков проволоки для дуговой сварки под флюсом EM13K. Проволока для дуговой сварки под флюсом GJ-H10MnSi(EM13K) представляет собой сварочную проволоку с соответствующим содержанием марганца и кремния. Подходит для сварочных флюсов с низким содержанием марганца и кремния. Он не чувствителен к ржавчине на основном металле. Обладает отличной формовкой валика, отличной отделяемостью шлака. Проволока может применяться одинарной или двойной подачи с переменным/постоянным током.
Усеси¼
Проволока для дуговой сварки под флюсом GJ-H10MnSi(EM13K) может применяться как для скоростной сварки толстолистового проката с пределом прочности 420 Н/мм², так и для заливочной сварки. Он широко используется для сварки котлов, сосудов высокого давления, мостов, кораблей и т. д.
Примечания¼
1. Защитный газ: используйте чистый аргон. Рекомендуемая скорость потока: 9-14 л/мин (AMP 100-200A), 14-18 л/мин (AMP 200-300A)
2. Удлинение вольфрама: 3-5 мм, длина дуги: 1-3 мм.
3.Ограниченная скорость ветра: <1,0 м/с.
Защитный газ аргон на задней стороне свариваемой детали улучшит результат сварки.
4. Механические свойства и антитрещинная способность свариваемого металла по величине пропуска энергии на проволоку.
5. Сварка должна выполняться на чистой поверхности без ржавчины, влаги, масляных загрязнений и пыли. Вышеприведенные рекомендации приведены для справки. Оцените и определите ситуацию сцены перед началом процесса владения.
Справочный токï¼DC+ï¼
Диаметр ï¼2,5 ммã3,2 ммã4,0 ммã5,0 мм
Сварочные позицииï¼

|
Продукт Имя |
Стандарт и марка стали |
Диа (мм)
|
Химический состав сварочной проволоки |
|||||||||
|
ГБ |
АМС |
ДИН/БС |
C |
Мн |
Си |
P |
S |
Кр |
ни |
Cu |
||
|
GJ-H10MnSi |
H10MnSi |
ЭМ13К |
- |
2,0-5,0 |
≥ 0,14 |
0,8-1,10 |
0,6-0,9 |
≥ 0,035 |
≥ 0,035 |
¤0,20 |
¤0.30 |
¤0,35 |
|
Типичные механические свойства наплавленного металла (при использовании флюса SJ-101) |
||||
|
Предел текучести (МПа) |
Предел прочности (МПа) |
Удлинение (%) |
Испытание на удар |
|
|
Температура ( ) |
Энергия удара ï¼Jï¼ |
|||
|
¥420 |
¥500 |
¥22 |
-20 |
145 |
Горячие Теги: Проволока для дуговой сварки под флюсом EM13K, Китай, Производители, Поставщики, Оптовая торговля, Фабрика, Дешево, Предложение, CE, Качество, Расширенный
Тег продукта
Сварочная проволока MIG Расходные материалы для сварки
Сварочные материалы Er5356 Сварочная проволока
Сварочная проволока MIG Сварочный материал
Сварочная проволока
Сварочный электрод
Сварочная проволока МИГ
Сварочная проволока CO2
Сварочная проволока Сварочная проволока Сварочная проволока
Сварочная проволока 1 кг
ПИЛА Проволока ЕМ13К
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.